



Apparatuur voor adsorptie van actieve kool is een industrieel lucht- en waterzuiveringssysteem dat gebruik maakt van het uitzonderlijk hoge oppervlak en de poriënstructuur van actieve kool om organische verontreinigende stoffen, vluchtige organische stoffen (VOS), geurgassen en opgeloste verontreinigende stoffen uit gas- of vloeistofstromen te verwijderen door middel van fysische en chemische adsorptiemechanismen. Nu de milieuregels wereldwijd strenger worden en de industriële emissienormen steeds strenger worden, apparatuur voor actieve kooladsorptie is een van de meest gebruikte end-of-pipe-behandelingstechnologieën geworden in de farmaceutische, chemische, elektronische, drukkerij-, coatings- en afvalwaterzuiveringsindustrie.
Deze gids op ingenieursniveau bestrijkt het volledige technische en commerciële landschap van apparatuur voor actieve kooladsorptie – van adsorptiefundamentals en systeemconfiguraties tot regeneratiemethoden, selectiecriteria, naleving van de regelgeving en belangrijke overwegingen voor B2B-inkoopteams die systemen op industriële schaal inkopen.
1. Hoe actieve kooladsorptieapparatuur werkt
1.1 Adsorptiemechanisme: fysische versus chemische adsorptie
Het werkingsprincipe van apparatuur voor actieve kooladsorptie is gebaseerd op de neiging van moleculen in een vloeibare fase om zich op te hopen aan het oppervlak van een vast adsorbens. Er zijn twee verschillende mechanismen die dit proces beheersen:
- Fysische adsorptie (fysisorptie) : Aangedreven door van der Waals intermoleculaire krachten tussen het adsorbaatmolecuul en het koolstofoppervlak. Er worden geen chemische bindingen gevormd, wat betekent dat het proces volledig omkeerbaar is: het geadsorbeerde molecuul kan worden gedesorbeerd door de partiële druk te verlagen of de temperatuur te verhogen. Fysiesorptie is het dominante mechanisme in de meeste toepassingen voor de verwijdering van VOS en organische gassen en vormt de basis voor de regenereerbaarheid van apparatuur voor actieve kooladsorptie . De adsorptiecapaciteit is evenredig met het molecuulgewicht en het kookpunt van het adsorbaat: zwaardere VOC-moleculen met een hoger kookpunt adsorberen sterker dan lichtere soorten met een lager kookpunt.
- Chemische adsorptie (chemisorptie) : Betreft de vorming van chemische bindingen tussen de adsorbaat- en oppervlaktefunctionele groepen op de koolstof. Dit mechanisme produceert een hogere adsorptiecapaciteit voor specifieke doelverbindingen (bijvoorbeeld waterstofsulfide, kwikdamp, zure gassen) maar is over het algemeen onomkeerbaar: chemisch geadsorbeerde soorten kunnen niet worden verwijderd door thermische regeneratie, waardoor koolstofvervanging in plaats van regeneratie de vereiste reactie op verzadiging is. Geïmpregneerde actieve kool (beladen met KI, KOH, H3PO4 of metaalverbindingen) maakt gebruik van chemisorptie voor specifieke verwijdering van verontreinigingen.
-

1.2 Rol van poriënstructuur: micropore, mesoporie, macropore
De buitengewone adsorptiecapaciteit van actieve kool – specifieke oppervlakken van 500–2.000 m²/g vergeleken met 1–5 m²/g voor conventionele filtermedia – is een direct gevolg van het hoogontwikkelde interne poriënnetwerk. De IUPAC-classificatie definieert drie poriegroottecategorieën, die elk een aparte functie vervullen in het adsorptieproces:
| Poriëntype | Diameterbereik | Functie bij adsorptie | Doelverontreinigingen |
|---|---|---|---|
| Microporiën | <2 nm | Primaire adsorptielocaties — hoogste oppervlakte-energie en capaciteit | Kleine organische moleculen, VOS, oplosmiddelen (MW <300 g/mol) |
| Mesoporiën | 2–50 nm | Transportroutes naar microporiën; adsorptie van grotere moleculen | Kleurstoffen, grotere organische moleculen, sommige pesticiden |
| Macroporiën | >50 nm | Snelwegennetwerk voor snel adsorbaattransport naar het koolstofdeeltje | Geen primaire adsorptieplaatsen; alleen diffusierol |
Voor apparatuur voor actieve kooladsorptie for VOC removal Koolstoffen met een hoog microporiënvolume (>0,4 cm³/g) en een BET-oppervlak van meer dan 1.000 m²/g zijn gespecificeerd om de adsorptiecapaciteit per eenheid koolstofmassa te maximaliseren. Voor apparatuur voor actieve kooladsorptie for wastewater treatment Het mesoporievolume wordt belangrijker om de grotere opgeloste organische moleculen en humusachtige stoffen te huisvesten die doorgaans aanwezig zijn in industrieel afvalwater.
1.3 Doorbraakcurve en verzadigingspunt
De doorbraakcurve is voor iedereen de fundamentele prestatiemaatstaf apparatuur voor actieve kooladsorptie systeem dat in continue stroommodus werkt. Terwijl verontreinigd gas of vloeistof door het koolstofbed stroomt, vindt adsorptie geleidelijk plaats - de inlaatlagen van koolstof raken eerst verzadigd en de massaoverdrachtszone (MTZ) - het gebied van actieve adsorptie - migreert in de loop van de tijd naar de beduitlaat. Doorbraak wordt gedefinieerd als het moment waarop de concentratie van verontreinigende stoffen aan de uitlaat een bepaald deel van de concentratie aan de inlaat bereikt (typisch 5-10% voor VOC-systemen, of de wettelijke emissielimiet, afhankelijk van welke strenger is).
Kritieke doorbraakcurveparameters die het systeemontwerp en de operationele beslissingen bepalen, zijn onder meer:
- Doorbraaktijd (t_b) : De tijd vanaf het begin van de werking tot de doorbraak — bepaalt het regeneratie- of koolstofvervangingsinterval en is rechtstreeks van invloed op de bedrijfskosten.
- Verzadigingstijd (t_s) : De tijd tot volledige bedverzadiging — de verhouding t_b/t_s definieert de scherpte van het doorbraakfront. Scherpe fronten (ratio die de 1,0 benadert) duiden op een efficiënt koolstofgebruik; geleidelijke fronten duiden op axiale spreiding, kanalisatie of een slecht bedontwerp.
- Efficiëntie van koolstofgebruik : Het deel van de totale koolstofcapaciteit dat feitelijk werd benut vóór de doorbraak – doorgaans 50-80% voor goed ontworpen systemen met een vast bed. Een lager rendement duidt op overmatig ontworpen bedden of een slechte stroomverdeling.
1.4 Key Performance Indicators: Adsorptiecapaciteit, Beddiepte, Contacttijd
Systeemtechniek van apparatuur voor actieve kooladsorptie draait om drie onderling afhankelijke ontwerpvariabelen:
- Adsorptiecapaciteit (q, mg/g of kg/kg) : De massa van de geadsorbeerde verontreinigende stof per massa-eenheid koolstof bij evenwicht, gedefinieerd door de adsorptie-isotherm (model van Langmuir of Freundlich) voor het specifieke adsorbaat-koolstofsysteem bij bedrijfstemperatuur. Gepubliceerde isothermgegevens van koolstoffabrikanten vormen het startpunt voor berekeningen van de bedgrootte.
- Beddiepte (L, m) : De minimale beddiepte wordt bepaald door de lengte van de massaoverdrachtszone; het bed moet minimaal 1,5–2,0× de MTZ-lengte zijn om de beoogde doorbraakconcentratie te bereiken. Diepere bedden verlengen de contacttijd, verbeteren de uitlaatconcentratie en verlengen de doorbraaktijd ten koste van een hogere drukval.
- Contacttijd leeg bed (EBCT, minuten) : De verhouding tussen bedvolume en volumetrische stroomsnelheid — de belangrijkste maatparameter voor apparatuur voor actieve kooladsorptie . Typische EBCT-waarden zijn 0,1–0,5 seconden voor VOC-systemen in de gasfase en 5–30 minutenuten voor afvalwaterzuiveringssystemen in de vloeistoffase. Een langere EBCT verbetert de verwijderingsefficiëntie, maar verhoogt de kapitaalkosten (groter schip) en de koolstofinventaris.
2. Soorten actieve kooladsorptieapparatuur
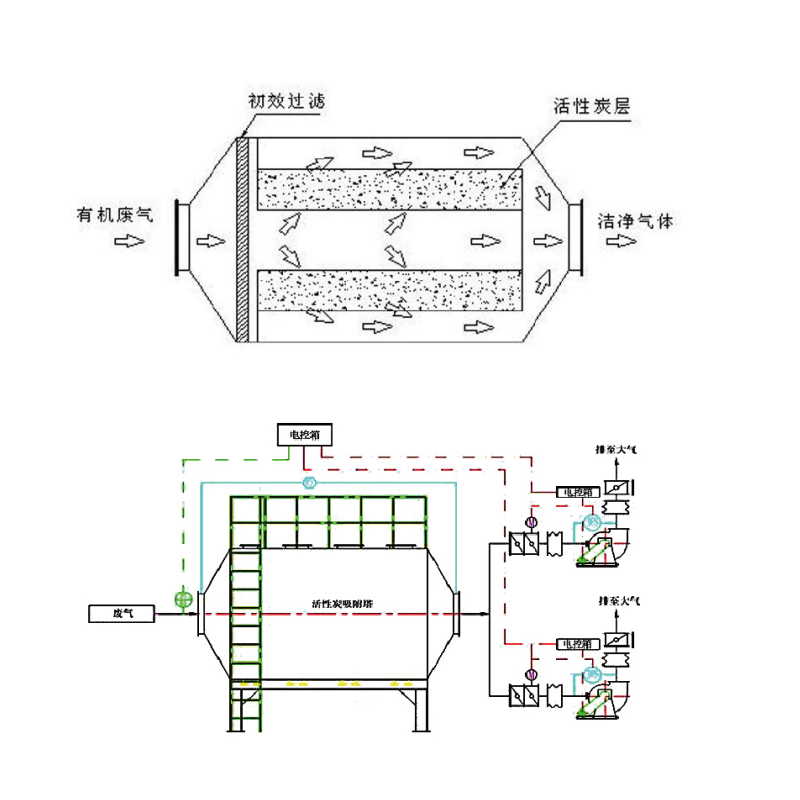
2.1 Adsorptietoren met vast bed en actieve kool
De adsorptietoren met vast bed is de meest gebruikte configuratie apparatuur voor actieve kooladsorptie bij industriële toepassingen. Koolstof wordt als een stationair bed in een drukvat verpakt; Verontreinigd gas of vloeistof stroomt in een gedefinieerde richting door het bed (meestal neerwaarts voor vloeistoffen, opwaarts of neerwaarts voor gassen) en schoon afvalwater komt aan de andere kant naar buiten. Systemen met een vast bed worden gebruikt in configuraties met één bed of met meerdere bedden (lead-lag):
- Eenpersoonsbedsystemen : Eenvoudigste configuratie – laagste kapitaalkosten, maar vereist procesuitschakeling voor koolstofregeneratie of vervanging. Geschikt voor batchprocessen of toepassingen met onregelmatige regeneratievereisten.
- Lead-lag-systemen met twee bedden : Twee bedden werken in serie: het loden bed absorbeert het grootste deel van de verontreinigingsbelasting, terwijl het lagbed fungeert als polijstfase en vroege waarschuwing voor doorbraak van het loden bed. Wanneer het leadbed verzadigd is, wordt het offline gehaald voor regeneratie, terwijl het lagbed het nieuwe leadbed wordt en een vers geregenereerd bed binnenkomt als het nieuwe lag. Deze configuratie maakt continue werking mogelijk zonder procesonderbreking – het standaardontwerp voor industriële toepassingen met continue emissiebeheersing.
- Meerdere parallelle bedden : Drie of meer bedden in parallelle rotatie: één adsorberend, één regenererend, één koel/stand-by. Wordt gebruikt voor toepassingen met een hoog debiet waarbij een enkel bed onpraktisch groot zou zijn of waar continu gebruik met overlappende regeneratiecycli vereist is.
2.2 Adsorptiesystemen met bewegend bed en roterende wielen
Voor applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Adsorbers met bewegend bed : Koolstofkorrels bewegen zich door de zwaartekracht continu naar beneden door de adsorptiezone, terwijl verontreinigd gas in tegenstroom naar boven stroomt. Verzadigde koolstof wordt continu aan de bodem onttrokken en overgebracht naar een regeneratie-eenheid; geregenereerde koolstof wordt teruggevoerd naar de top. Deze configuratie bereikt een vrijwel theoretische efficiëntie van koolstofgebruik en elimineert de baanbrekende beperking van systemen met een vast bed.
- Roterend adsorptiewiel (honingraatrotor) : Een cilindrische rotor gevuld met actieve kool of zeoliet met honingraatstructuur roteert langzaam (1–10 RPH) door afwisselende adsorptie- en desorptiesectoren. Dit ontwerp is bijzonder effectief voor VOC-stromen met een groot volume en een lage concentratie (inlaatconcentratie 10–500 mg/m³), waarbij de VOC-belasting met een factor 10–30× wordt geconcentreerd voordat de geconcentreerde stroom naar een stroomafwaartse thermische oxidator wordt geleid, waardoor de bedrijfskosten van de oxidator aanzienlijk worden verlaagd.
2.3 Ontwerp van industriële adsorptietoren met actieve kool — sleutelparameters
Techniek een industrieel ontwerp van actieve kool-adsorptietoren vereist specificatie van de volgende onderling afhankelijke parameters om op betrouwbare wijze aan de emissiedoelstellingen te voldoen over het volledige scala van bedrijfsomstandigheden:
| Ontwerpparameter | Typisch bereik (gasfase) | Typisch bereik (vloeistoffase) | Technische betekenis |
|---|---|---|---|
| Oppervlakkige snelheid (u) | 0,2–0,5 m/s | 5–15 m/u | Regelt de drukval en de massaoverdrachtscoëfficiënt |
| Beddiepte (L) | 0,3–1,5 meter | 1,0–3,0 meter | Moet groter zijn dan 1,5 x MTZ-lengte voor doelefficiëntie |
| EBCT | 0,1–0,5 s | 5–30 min | Primaire maatparameter voor verwijderingsefficiëntie |
| Grootte van koolstofdeeltjes | 4 × 8 mesh (2,4-4,8 mm) | 8 x 30 mesh (0,6-2,4 mm) | Kleinere deeltjes: betere kinetiek, hogere drukval |
| Drukval (ΔP) | 500–2.000 Pa/m | 0,5–2,0 bar/m | Bepaalt het energieverbruik van de ventilator/pomp |
| Temperatuurbereik | 10–50°C (optimaal) | 5–40°C (optimaal) | Een hogere temperatuur vermindert de adsorptiecapaciteit |
| Relatieve vochtigheid (gasfase) | <70% RV heeft de voorkeur | N.v.t | Waterdamp concurreert met VOC voor adsorptieplaatsen boven 70% RH |
2.4 Modulaire versus op maat gemaakte systemen
De aankoopbeslissing tussen modulaire standaardeenheden en op maat gemaakte eenheden apparatuur voor actieve kooladsorptie wordt bepaald door de complexiteit en omvang van de applicatie:
- Modulaire systemen : Vooraf ontworpen, in de fabriek geassembleerde eenheden beschikbaar in standaard debiet- en koolstofinventarisgroottes. Kortere doorlooptijd (4–8 weken versus 12–24 weken voor maatwerk), lagere engineeringkosten en eenvoudiger beschikbaarheid van vervangende onderdelen. Meest geschikt voor toepassingen waarbij debiet, concentratie en doelefficiëntie binnen het specificatiebereik van de standaardunit vallen.
- Op maat gemaakte systemen : Specifiek ontworpen voor de procesomstandigheden, locatiebeperkingen en wettelijke vereisten van de klant. Vereist voor niet-standaard stroomsnelheden, stromen met hoge temperaturen of hoge vochtigheid, uit meerdere componenten bestaande VOS-mengsels die gespecialiseerde koolstofselectie vereisen, of geïntegreerde systemen die voorbehandeling, regeneratie en stroomafwaartse behandeling in één enkele technische oplossing integreren. De hogere initiële engineering- en fabricagekosten worden gecompenseerd door geoptimaliseerde prestaties, lagere bedrijfskosten tijdens de levensduur en gegarandeerde naleving van de regelgeving.
-
3. Kerntoepassingen per sector
3.1 Apparatuur voor actieve kooladsorptie voor VOS-verwijdering
Actieve kooladsorptieapparatuur voor VOC-verwijdering is de belangrijkste toepassing die de mondiale marktvraag naar deze technologie stimuleert. Industriële VOC-emissies – afkomstig van oplosmiddelen, coatingactiviteiten, farmaceutische synthese, drukwerk, rubberverwerking en chemische productie – zijn onderworpen aan steeds strengere wettelijke limieten onder de Chinese GB 16297, de Industriële Emissierichtlijn (IED) van de EU en de National Emission Standards for Hazardous Air Pollutants (NESHAP) van de Amerikaanse EPA.
Belangrijkste prestatie-eisen voor apparatuur voor actieve kooladsorptie for VOC removal omvatten:
- Verwijderingsefficiëntie : Doorgaans >95% voor naleving van de regelgeving in de belangrijkste industriële sectoren van China (GB37822-2019 vereist een totale VOC-uitlaatconcentratie van ≤60 mg/m³ voor de meeste industrieën); Er kan >98% nodig zijn voor de verwijdering van gevaarlijke luchtverontreinigende stoffen (HAP) in farmaceutische en chemische toepassingen.
- Inlaatconcentratiebereik : Koolstofadsorbers met een vast bed zijn geoptimaliseerd voor inlaat-VOS-concentraties van 300–5.000 mg/m³. Onder 300 mg/m³ daalt het koolstofgebruik per regeneratiecyclus, waardoor de bedrijfskosten stijgen. Boven 5.000 mg/m³ vereist het brand- en explosierisico als gevolg van de warmteafgifte door exotherme adsorptie een zorgvuldig thermisch beheer en een ontwerp van de veiligheidsvergrendeling.
- Integratie van oplosmiddelherstel : Voor hoogwaardige oplosmiddelen (MEK, tolueen, ethylacetaat, DMF), stoomgeregenereerd apparatuur voor actieve kooladsorptie for VOC removal zorgt ervoor dat het gedesorbeerde oplosmiddel kan worden teruggewonnen door condensatie en hergebruikt, waardoor de kosten van emissiebeheersing worden omgezet in een inkomstenstroom voor het terugwinnen van grondstoffen die 30-70% van de bedrijfskosten van het systeem kan compenseren.
3.2 Apparatuur voor actieve kooladsorptie voor afvalwaterzuivering
Apparatuur voor adsorptie van actieve kool voor de behandeling van afvalwater richt zich op de verwijdering van opgeloste organische verbindingen, farmaceutische sporen, pesticiden, kleurstoffen, complexen van zware metalen en smaak- en geurverbindingen uit industrieel afvalwater en drinkwater die bestand zijn tegen biologische behandelingsprocessen. Het belangrijkste prestatievoordeel van actieve kool ten opzichte van biologische behandeling voor deze toepassingen is de niet-selectiviteit ervan: actieve kool adsorbeert vrijwel alle organische verbindingen tegelijkertijd, ongeacht hun biologische afbreekbaarheid.
Toepassingen voor industriële afvalwaterzuivering zijn onder meer:
- Polijsten van farmaceutisch afvalwater : Verwijdering van actieve farmaceutische ingrediënten (API's), tussenproducten en resterende oplosmiddelen tot concentraties onder de detectielimieten vóór lozing. Vereist door steeds strengere farmaceutische afvalwaterlozingsnormen in China (GB 21904) en Europa.
- Verven en textielafvalwater : Ontkleuring van reactief kleurstofeffluent met CZV-reductie van 200–500 mg/L naar <50 mg/L. Actieve kool is bijzonder effectief voor recalcitrante azokleurstoffen die bestand zijn tegen biologische afbraak.
- Elektronica en halfgeleiderspoelwater : Verwijdering van sporen van organische oplosmiddelen (IPA, aceton, NMP) uit zeer zuivere spoelwaterstromen om hergebruik van water mogelijk te maken en het lozingsvolume te verminderen.
- Geavanceerde drinkwaterbehandeling : Verwijdering van voorlopers van desinfectiebijproducten, smaak- en geurverbindingen (geosmin, 2-MIB) en microverontreinigingen als tertiaire polijststap na conventionele behandeling.
3.3 Farmaceutische, chemische en grafische industrie
Deze drie sectoren vertegenwoordigen samen het marktsegment met de hoogste waarde apparatuur voor actieve kooladsorptie vanwege de combinatie van hoogwaardige oplosmiddelstromen (die investeringen in de terugwinning van oplosmiddelen rechtvaardigen), strenge wettelijke eisen (die hoge specificaties voor verwijderingsefficiëntie aandrijven) en complexe uit meerdere componenten bestaande VOC-mengsels (waarvoor een deskundig systeemontwerp en koolstofselectie nodig zijn):
- Farmaceutische productie : Synthese-, formulerings- en coatingactiviteiten genereren met oplosmiddelen beladen uitlaatstromen die ethanol, IPA, aceton, methyleenchloride en andere HAP's bevatten. Industrieel ontwerp van adsorptietoren met actieve kool voor farmaceutische toepassingen moet rekening worden gehouden met de compatibiliteit van oplosmiddelmengsels, explosieveilige elektrische classificatie (ATEX Zone 1 of 2) en GMP-documentatievereisten.
- Chemische productie : Procesopeningen, reactoruitlaatgassen en ademhalingsverliezen in opslagtanks bevatten een breed scala aan organische verbindingen. Koolstofselectie moet rekening houden met competitieve adsorptie tussen mengselcomponenten en de mogelijkheid van stijging van de adsorptiewarmtetemperatuur bij geconcentreerde stromen.
- Bedrukking en verpakking : Flexografische, diepdruk- en offsetdrukbewerkingen genereren grote hoeveelheden met oplosmiddelen beladen uitlaatgassen (tolueen, ethylacetaat, isopropanol). Het terugwinnen van oplosmiddelen via stoomgeregenereerde koolstofadsorptie is economisch aantrekkelijk bij de oplosmiddelbelastingen die kenmerkend zijn voor hogesnelheidsdrukbewerkingen.
3.4 Elektronica, fotovoltaïsche energie en rubberverwerking
Elektronica en fotovoltaïsche productie genereren procesuitlaatgassen die NMP (N-methyl-2-pyrrolidon), DMF (dimethylformamide) en andere hoogkokende oplosmiddelen bevatten bij coating- en lamineerwerkzaamheden. Deze oplosmiddelen hebben een hoge adsorptieaffiniteit voor actieve kool (hoog kookpunt = sterke adsorptie) en een aanzienlijke economische herstelwaarde. apparatuur voor actieve kooladsorptie waarbij oplosmiddelterugwinning de voorkeurstechnologie is boven thermische oxidatie voor deze toepassingen. Bij rubberverwerkings- en vulkanisatiewerkzaamheden komen zwavelverbindingen, koolwaterstoffen en met deeltjes beladen gassen vrij die voorfiltratie vereisen voordat koolstofadsorptie plaatsvindt om voortijdige bedvervuiling te voorkomen.
4. Regeneratie van apparatuur voor actieve kooladsorptie
4.1 Stoomregeneratie — Proces- en energievereisten
Stoomregeneratie is de meest gebruikte methode voor regeneratie van apparatuur voor adsorptie van actieve kool in toepassingen voor het terugwinnen van oplosmiddelen. Stoom onder lage druk (110–140 °C, 0,05–0,3 MPa) wordt door het verzadigde koolstofbed geleid en levert de thermische energie die nodig is om geadsorbeerde VOS te desorberen (desorptie is endotherm – het omgekeerde van exotherme adsorptie). Het gedesorbeerde VOC-stoommengsel verlaat het bed en wordt gecondenseerd in een warmtewisselaar; fasescheiding (decanteren) scheidt het teruggewonnen oplosmiddel van het condensaatwater.
Belangrijkste parameters voor stoomregeneratie:
- Stoom-oplosmiddelverhouding : Typisch 2–5 kg stoom per kg gedesorbeerd oplosmiddel, afhankelijk van de adsorptieaffiniteit van het oplosmiddel en de beoogde restlading van het bed na regeneratie.
- Restbelasting na regeneratie : Niet al het geadsorbeerde oplosmiddel wordt tijdens elke regeneratiecyclus verwijderd; doorgaans blijft 10-30% van de lading vóór de regeneratie achter als "hiel". Deze hiel stapelt zich op over opeenvolgende cycli totdat het evenwicht is bereikt, waarbij het werkvermogen van de koolstof wordt gedefinieerd als het verschil tussen doorbraakbelasting en evenwichtshielbelasting.
- Kooldroging na stoomregeneratie : Het koolstofbed houdt na stoomregeneratie aanzienlijk vocht vast, waardoor de beschikbare adsorptiecapaciteit voor volgende cycli afneemt. Drogen met hete lucht (60–100°C) of zuiveren met inert gas is vereist voordat het bed weer in gebruik wordt genomen.
4.2 Thermische/heetgasregeneratie
Voor applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3 Methoden voor vacuümdesorptie en stikstofzuivering
Vacuümdesorptie vermindert de partiële druk van geadsorbeerde soorten boven het koolstofbed, waardoor desorptie bij lagere temperaturen wordt gestimuleerd dan bij thermische methoden. Gecombineerde vacuüm-thermische regeneratie (vacuüm toepassen gelijktijdig met gematigde verwarming tot 80–120°C) bereikt de laagste resthelling van alle regeneratiemethoden en is gespecificeerd voor hoogwaardige oplosmiddelen waarbij het maximale terugwinningsrendement economisch van cruciaal belang is. Stikstofzuiveringsregeneratie – het laten stromen van verwarmde stikstof door het bed om geadsorbeerde VOC’s te strippen – wordt gebruikt voor thermisch gevoelige verbindingen die zouden afbreken bij stoomregeneratietemperaturen en voor kleinschalige systemen waar geen infrastructuur voor stoomopwekking beschikbaar is.
4.4 Regeneratiecyclusbeheer en drempelwaarden voor koolstofvervanging
Effectief regeneratie van apparatuur voor adsorptie van actieve kool vereist systematisch cyclusbeheer om de verslechtering van de koolstofprestaties op te sporen en het optimale vervangingstijdstip te bepalen:
| Regeneratiemethode | Typische cyclusduur | Koolstoflevensduur (cycli) | Resterende hiel (% van verse capaciteit) | Beste applicatie |
|---|---|---|---|---|
| Stoomregeneratie | 4–8 uur | 500–1.000 cycli | 10–30% | Terugwinning van oplosmiddelen (alcohol, keton, ester) |
| Heetgasregeneratie (N₂). | 6–12 uur | 300–600 cycli | 5–15% | Watergevoelige oplosmiddelen, hoogkokende VOS |
| Vacuüm-thermische regeneratie | 8–16 uur | 200–400 cycli | 2–8% | Hoogwaardige oplosmiddelen, maximale terugwinningsopbrengst |
| Geen regeneratie (koolstofvervanging) | N.v.t | Eenmalig gebruik | N.v.t | Chemisorptietoepassingen, systemen met een laag volume |
Koolstof moet worden vervangen wanneer de werkcapaciteit (gemeten aan de hand van de doorbraaktijd onder standaardomstandigheden) is afgenomen tot 50-60% van de initiële capaciteit - doorgaans na 3-5 jaar voor met stoom geregenereerde systemen - of wanneer fysieke afbraak (afslijting van deeltjes, asophoping of teervervuiling door polymeriseerbare VOC's) de drukval in het bed heeft doen toenemen tot boven de capaciteit van de systeemventilator.
5. Hoe u het juiste systeem selecteert
5.1 Concentratie van verontreinigende stoffen en dimensionering van de stroomsnelheid
Systeemgrootte voor apparatuur voor actieve kooladsorptie begint met een volledige karakterisering van de inlaatgas- of vloeistofstroom:
- Luchtdebiet (Nm³/h of m³/h) : Het ontwerpdebiet moet de maximale processtroom weerspiegelen, inclusief de veiligheidsmarge (doorgaans 110–120% van het nominale maximum). Het dwarsdoorsnedeoppervlak van het koolstofbed wordt berekend op basis van de stroomsnelheid gedeeld door de beoogde oppervlaktesnelheid (0,2–0,5 m/s voor de gasfase).
- Concentratie verontreinigende stoffen (mg/m³ of mg/L) : Zowel gemiddelde als piekconcentraties moeten worden gekarakteriseerd. Piekconcentratiegebeurtenissen (tijdens het opstarten van apparatuur, pieken in batchprocessen of procesverstoringen) kunnen een voortijdige doorbraak veroorzaken als het systeem alleen geschikt is voor gemiddelde omstandigheden.
- Samenstelling van verontreinigende stoffen : Bij gemengde VOS-stromen zal de component met de laagste adsorptieaffiniteit (laagste kookpunt, laagste molecuulgewicht) als eerste doorbreken en de basis voor het systeemontwerp bepalen. Competitieve adsorptie tussen componenten betekent ook dat aanvankelijk geadsorbeerde lichtere verbindingen kunnen worden vervangen door later geadsorbeerde zwaardere verbindingen - een fenomeen waarmee rekening moet worden gehouden bij voorspellingen van de doorbraaktijd.
- Temperatuur en vochtigheid : Inlaatgastemperatuur boven 40°C vermindert de adsorptiecapaciteit van actieve kool aanzienlijk en vereist mogelijk een voorkoeler stroomopwaarts van de apparatuur voor actieve kooladsorptie . Een relatieve luchtvochtigheid boven de 70% zorgt voor een competitieve adsorptie van waterdamp, waardoor de effectieve VOC-capaciteit met 20-50% wordt verminderd, afhankelijk van het VOC-type.
5.2 Selectie van koolstoftype: korrelig versus pellet versus honingraat
| Koolstof vorm | Deeltjesgrootte | Drukdaling | Adsorptiecapaciteit | Typische toepassing |
|---|---|---|---|---|
| Granulaire actieve kool (GAC) | 0,6–4,8 mm | Middelhoog | Hoog (500–1.200 mg/g voor gewone VOS) | Vastbed gas- en vloeistoffasesystemen |
| Gepelletiseerde actieve kool (PAC) | Cilinders met een diameter van 1,5–4,0 mm | Middelmatig | Hoog (vergelijkbaar met GAC) | Gasfase — lagere stofontwikkeling dan GAC |
| Poedervormige actieve kool (PAC) | <0,075 mm | N.v.t (slurry dosing) | Zeer Hoog (hoogste oppervlak) | Vloeibare fase — gedoseerd als slurry, niet als vast bed |
| Honingraat actieve kool | Monolithisch blok, celwanden van 1,5–2,5 mm | Zeer laag | Lager per volume-eenheid dan GAC | Roterende wielconcentratoren, VOS met een groot volume en een lage concentratie |
5.3 Integratie met upstream- en downstream-behandelingsprocessen
Apparatuur voor adsorptie van actieve kool werkt zelden als een zelfstandig systeem in industriële toepassingen. Effectief systeemontwerp vereist een zorgvuldige integratie met upstream voorbehandelings- en downstream nabehandelingsprocessen:
- Stroomopwaartse voorbehandeling : Deeltjes (>1 µm) moeten vóór het koolstofbed worden verwijderd om voortijdige vervuiling en kanalisatie te voorkomen. Een zakfilter of elektrostatische stofvanger stroomopwaarts van de adsorber is standaard voor emissies die aerosolen, rook of stof bevatten. Stromen met een hoge temperatuur vereisen koeling (directe of indirecte warmtewisselaar) tot onder 40°C. Voor stromen met een hoge luchtvochtigheid kan een condensor of een droogmiddelvoordroger nodig zijn.
- Stroomafwaartse nabehandeling : In veel regelgevingscontexten apparatuur voor actieve kooladsorptie for VOC removal wordt gecombineerd met een stroomafwaartse katalytische of thermische oxidator - de adsorber concentreert de VOC-stroom (waardoor de grootte van de oxidator en het brandstofverbruik worden verminderd), terwijl de oxidator zorgt voor de ultieme vernietiging van elke doorbraak die de emissielimieten overschrijdt.
- Integratie van oplosmiddelterugwinningssysteem : Voor met stoom geregenereerde systemen met terugwinning van oplosmiddelen moet het stroomafwaartse condensatie- en fasescheidingssysteem worden ontworpen voor het specifieke oplosmiddelmengsel, inclusief voorzieningen voor het hanteren van azeotropen (bijvoorbeeld ethanol-watermengsels die destillatie vereisen in plaats van eenvoudige fasescheiding).
5.4 Kostenanalyse: CAPEX versus OPEX voor alle systeemtypen
| Systeemtype | CAPEX (relatief) | OPEX-stuurprogramma's | Terugverdientijd | Beste economische casus |
|---|---|---|---|---|
| Vast bed, koolstofvervanging (geen regeneratie) | Laag | Aankoop- en verwijderingskosten van koolstof | N.v.t (no recovery revenue) | Laag concentration, infrequent use, small flow |
| Stoomregeneratie met vast bed en terugwinning van oplosmiddelen | Middelhoog | Stoomkosten, condensatie, waterbehandeling | 1–4 jaar (gecompenseerd met de waarde van de terugwinning van oplosmiddelen) | Hoge concentratie, hoogwaardige oplosmiddelen, continu gebruik |
| Roterende wielconcentrator-oxidator | Hoog | Oxidatiebrandstof, elektriciteit, onderhoud | 3–6 jaar | Groot volume, lage concentratie, gemengde oplosmiddelen zonder herstelwaarde |
| Beweegbed met continue regeneratie | Zeer hoog | Koolstoftransport, regeneratie-energie | 4–8 jaar | Zeer grote stroom, continu bedrijf, hoge eis voor koolstofgebruik |
6. Regelgevende normen en naleving
6.1 China GB-normen voor VOS- en afvalwateremissies
Het Chinese regelgevingskader voor industriële emissies is sinds 2015 aanzienlijk aangescherpt, waardoor de belangrijkste drijfveer voor naleving is ontstaan apparatuur voor actieve kooladsorptie investeringen in de Chinese industriële sectoren:
- GB 37822-2019 (Volatile Organic Compounds Unorganized Emission Control Standard): Stelt de totale VOC-uitlaatconcentratielimieten in op ≤60 mg/m³ voor algemene industriële bronnen en strengere limieten voor specifieke industriële sectoren. Geeft opdracht tot georganiseerde inzameling en behandeling van VOS-emissiebronnen boven gedefinieerde drempels.
- Industriespecifieke emissienormen : GB 31572 (kunsthars), GB 31571 (petrochemie), GB 16297 (alomvattende luchtverontreinigende stoffen), GB 14554 (geurverontreinigende stoffen) - elk stelt specifieke limieten voor VOC-soorten vast die van toepassing zijn op hun respectieve industriële sectoren.
- GB 8978-1996 en branchespecifieke afvalwaternormen : Beheers de concentraties van opgeloste organische verbindingen in de lozing van industrieel afvalwater en stimuleer investeringen in apparatuur voor actieve kooladsorptie for wastewater treatment als een polijststap om te voldoen aan de steeds strengere limieten voor CZV, BZV en specifieke organische verbindingen.






